3D打印机流量校准 – 提高打印精度 *翻译自:[Flow Rate Calibration – Improve Print Accuracy](https://3dprintbeginner.com/flow-rate-calibration/ "Flow Rate Calibration – Improve Print Accuracy")* 为了获得打印部件的良好光洁度和准确的尺寸,需要正确校准打印机的流量。我设计了一个易于使用的流量计算器,它应该有助于流量校准。 ### 为什么要校准流量? 进行流量校准是为了微调打印机挤出的塑料量。也称为挤出倍增器,通过校准流量,您可以解决由挤出不足或过度挤出引起的问题。除此之外,流量校准还可以稍微提高回缩值,并有助于凸出的角落和层缝。 如果正确校准挤出机步骤,则流量值应非常接近个位数值(1.00)。 ### 流量校准先决条件流量校准先决条件 为了进行准确的流量校准,需要首先校准挤出机,具体请看:[挤出机校准过程](https://3dprintbeginner.com/extruder-calibration-guide/)。 一般打印机都设置好了挤出机参数,但为了获得准确的打印,建议仔细检查这一点。 在进行流量校准时,您需要有一个卡尺来测量打印零件的壁厚,建议购买具有两位小数精度的数字卡尺。这样可以进行更准确的测量,并且可以在进行流量校准时改善结果。 如果您在挤出机校准期间尚未执行挤出机张力校准,我强烈建议您执行挤出机张力校准(如果您的挤出机支持此功能)。它对流量计算有很大的影响,您应该在校准流量之前进行:[挤出机张力校准指南](https://3dprintbeginner.com/extruder-tension-calibration-guide/) ### 如何进行流量校准? **1. 测量耗材直径** 在开始流量校准之前,我们需要确保在您选择的切片器中正确设置了耗材尺寸值。3D打印中最常用的耗材直径为1.75毫米,制造过程中可能会有微小的变化。 优质耗材的变化小于0.02毫米,而廉价的耗材通常有0.05毫米的差异。 取一段10厘米长的耗材(一定要是没有被挤出机挤压过的),测量耗材的5个不同位置的直径。使用卡尺时,请确保不要施加太大的压力。使用卡尺较厚的部分并保持耗材笔直。这将确保您获得良好的测量结果。  如图所见,我的耗材与预期的 1.75 毫米直径有很小的变化。 在下面的计算器中输入值。仅保留两位小数。 <form name="cp_calculatedfieldsf_pform_1" id="cp_calculatedfieldsf_pform_1" action="?" method="post" enctype="multipart/form-data" class="cff-form" novalidate="novalidate" data-evalequations="1" data-evalequationsevent="2" data-animate_form="0" autocomplete="on"> <input type="hidden" name="cp_calculatedfieldsf_pform_psequence" value="_1"> <input type="hidden" name="cp_calculatedfieldsf_id" value="2"> <div id="fbuilder"> <div id="fbuilder_1" data-processed="1"> <div id="formheader_1"><div class="fform" id="field"><h2 _msthash="133653" _msttexthash="25226084">耗材直径计算器</h2><span _msthash="60359" _msttexthash="161378958">使用此计算器,您可以在切片软件中设置正确的耗材直径</span></div></div> <div id="fieldlist_1" class="top_aligned"><div class="pb0 pbreak" page="0"><div class="fields fieldname1_1 cff-number-field" id="field_1-0"><label for="fieldname1_1" _msthash="271700" _msttexthash="17129840">第一次测量</label><div class="dfield"><input aria-label="第一次测量" id="fieldname1_1" name="fieldname1_1" class="field number small valid" type="number" value="1.75" _mstaria-label="17129840" data-previousvalue="1.75" aria-invalid="false" onkeyup='$("#fieldname6_1").val((Number($("#fieldname1_1").val())+Number($("#fieldname3_1").val())+Number($("#fieldname5_1").val())+Number($("#fieldname4_1").val())+Number($("#fieldname2_1").val()))/5);'><span class="uh"></span></div><div class="clearer"></div></div><div class="fields fieldname5_1 cff-number-field" id="field_1-1"><label for="fieldname5_1" _msthash="271999" _msttexthash="17144400">第二次测量</label><div class="dfield"><input aria-label="第二次测量" id="fieldname5_1" onkeyup='$("#fieldname6_1").val((Number($("#fieldname1_1").val())+Number($("#fieldname3_1").val())+Number($("#fieldname5_1").val())+Number($("#fieldname4_1").val())+Number($("#fieldname2_1").val()))/5);' name="fieldname5_1" class="field number small valid" type="number" value="" _mstaria-label="17144400" aria-invalid="false" data-com.bitwarden.browser.user-edited="yes" data-previousvalue="1.75"><span class="uh"></span></div><div class="clearer"></div></div><div class="fields fieldname4_1 cff-number-field" id="field_1-2"><label for="fieldname4_1" _msthash="272298" _msttexthash="17130776">第三次测量</label><div class="dfield"><input aria-label="第三次测量" id="fieldname4_1" onkeyup='$("#fieldname6_1").val((Number($("#fieldname1_1").val())+Number($("#fieldname3_1").val())+Number($("#fieldname5_1").val())+Number($("#fieldname4_1").val())+Number($("#fieldname2_1").val()))/5);' name="fieldname4_1" class="field number small valid" type="number" value="" _mstaria-label="17130776" data-com.bitwarden.browser.user-edited="yes" data-previousvalue="1.75" aria-invalid="false"><span class="uh"></span></div><div class="clearer"></div></div><div class="fields fieldname3_1 cff-number-field" id="field_1-3"><label for="fieldname3_1" _msthash="272597" _msttexthash="17365608">第四次测量</label><div class="dfield"><input aria-label="第四次测量" onkeyup='$("#fieldname6_1").val((Number($("#fieldname1_1").val())+Number($("#fieldname3_1").val())+Number($("#fieldname5_1").val())+Number($("#fieldname4_1").val())+Number($("#fieldname2_1").val()))/5);' id="fieldname3_1" name="fieldname3_1" class="field number small valid" type="number" value="" _mstaria-label="17365608" data-com.bitwarden.browser.user-edited="yes" data-previousvalue="1.75" aria-invalid="false"><span class="uh"></span></div><div class="clearer"></div></div><div class="fields fieldname2_1 cff-number-field" id="field_1-4"><label for="fieldname2_1" _msthash="272896" _msttexthash="17145232">第五次测量</label><div class="dfield"><input aria-label="Fifth Measurement" id="fieldname2_1" name="fieldname2_1" onkeyup='$("#fieldname6_1").val((Number($("#fieldname1_1").val())+Number($("#fieldname3_1").val())+Number($("#fieldname5_1").val())+Number($("#fieldname4_1").val())+Number($("#fieldname2_1").val()))/5);' class="field number small valid" type="number" value="" _mstaria-label="317889" data-com.bitwarden.browser.user-edited="yes" data-previousvalue="1.75" aria-invalid="false"><span class="uh"></span></div><div class="clearer"></div></div><div class="fields fieldname6_1 cff-calculated-field" id="field_1-5" style=""><label for="fieldname6_1" _msthash="273195" _msttexthash="11440585">耗材直径</label><div class="dfield"><input aria-label="Filament Diameter" id="fieldname6_1" name="fieldname6_1" readonly="" class="codepeoplecalculatedfield field small valid" type="text" value="" dep="" notdep="" aria-invalid="false" _mstaria-label="310908"><span class="uh" _msthash="415844" _msttexthash="74457487">这是测量后耗材直径的平均值</span></div><div class="clearer"></div></div></div></div> </div> </div> </form> 需要在切片软件中输入测量结果。 以PrusaSlicer为例,在耗材设置->耗材->直径中填入测量结果。 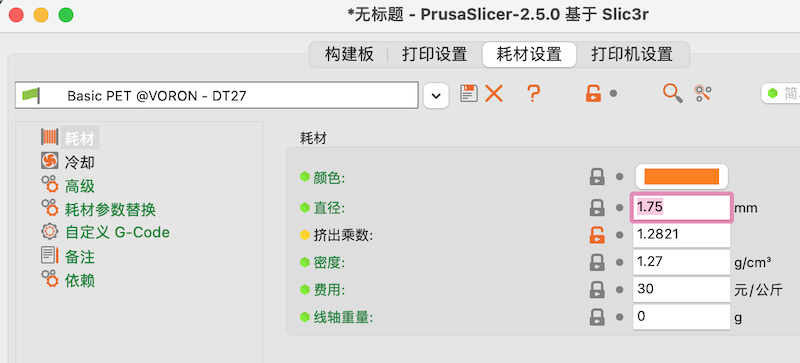 **2. 打印空心测试立方体** 流量校准的下一步是获取壁厚的测量值。测试时墙壁打印两层。这使您可以准确的获得良好的测量值,并且还包括切片软件的壁重叠值。 下载测试模型[30-mm-cube.zip](https://dt27.cn/download/file?cid=1940)并在你喜欢的切片软件中打开文件。我们需要使用以下值对该打印件立方体进行切片: * 层高 – 0.2mm(毫米) * 轮廓(壁厚) – 2 * 顶层 – 0 * 底层 – 1 * 填充 – 0% * 速度 – 50 mm/s(建议此值尽可能接近你日常的打印速度,不同材料一般速度也不同)。 * 温度 – PLA 为 195℃ / PETG 为 225℃(根据您的耗材进行设置)。 * 冷却 – PLA 为 100% / PETG 为 30%(根据您的耗材进行设置)。 如果测试模型被正确切片,这就是它在预览中的样子: 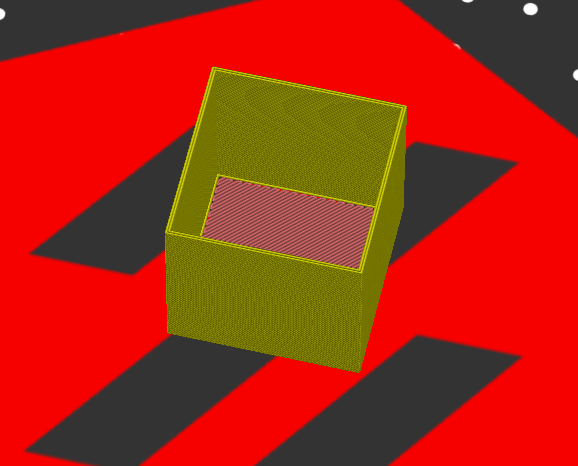 开始打印,完成后转到下一步。 **3. 测量立方体壁** 现在打印完成,我们可以开始测量立方体壁的尺寸,以获得当前值。获取卡尺并测量立方体每侧的壁厚。  如图所见,本次测试的壁厚低于1mm。我在切片软件中设置了0.5毫米的挤出宽度(关于线宽,可以查看:[如何在 3D 打印中获得完美的线宽设置](https://www.bilibili.com/read/cv10781365 "如何在 3D 打印中获得完美的线宽设置")),所以当我测量两层壁厚时,该值应该非常接近理想的1毫米才对。 记住要只测量最顶部的几层,以免受任何壁面缺陷的影响。在下面的流量计算器中输入测量结果。卡尺应放置在靠近转角的位置,以避免喷嘴压力的影响。 <form name="cp_calculatedfieldsf_pform_2" id="cp_calculatedfieldsf_pform_2" action="?" method="post" enctype="multipart/form-data" class="cff-form" novalidate="novalidate" data-evalequations="1" data-evalequationsevent="2" data-animate_form="0" autocomplete="on"> <input type="hidden" name="cp_calculatedfieldsf_pform_psequence" value="_2"> <input type="hidden" name="cp_calculatedfieldsf_id" value="1"><pre style="display:none !important;"><script type="text/javascript"></script></pre> <div id="fbuilder"> <div id="fbuilder_2" data-processed="1"> <div id="formheader_2"><div class="fform" id="field"><h2 _msthash="133654" _msttexthash="17885582">流量计算器</h2></div></div> <div id="fieldlist_2" class="top_aligned"><div class="pb0 pbreak" page="0"><div class="fields fieldname18_2 comment_area" id="field_2-0"><label id="fieldname18_2" _msthash="190593" _msttexthash="36006555">输入切片软件中的当前值</label><span class="uh"></span><div class="clearer"></div></div><div class="fields fieldname2_2 cff-number-field" id="field_2-1"><label for="fieldname2_2" _msthash="272272" _msttexthash="41027740">喷嘴尺寸(毫米)</label><div class="dfield"><input aria-label="Nozzle Size in mm" id="fieldname2_2" name="fieldname2_2" class="field number small" type="number" value="0.4" _mstaria-label="262119"><span class="uh" _msthash="414726" _msttexthash="27859260">这是喷嘴孔的尺寸</span></div><div class="clearer"></div></div><div class="fields fieldname10_2 cff-number-field" id="field_2-2"><label for="fieldname10_2" _msthash="272571" _msttexthash="10389769">挤出宽度</label><div class="dfield"><input aria-label="Extrusion Width" id="fieldname10_2" name="fieldname10_2" class="field number small" type="number" value="0.5" _mstaria-label="261612"><span class="uh" _msthash="415090" _msttexthash="29545204">这是打印线的宽度</span></div><div class="clearer"></div></div><div class="fields fieldname6_2 cff-number-field" id="field_2-3"><label for="fieldname6_2" _msthash="272870" _msttexthash="13764114">挤出乘数</label><div class="dfield"><input aria-label="Current Flow Rate" id="fieldname6_2" name="fieldname6_2" class="field number small" type="number" value="1" _mstaria-label="281697"><span class="uh" _msthash="415454" _msttexthash="41370953">这也被称为“挤出倍率”</span></div><div class="clearer"></div></div><div class="fields fieldname19_2 comment_area" id="field_2-4"><label id="fieldname19_2" _msthash="190814" _msttexthash="29973047">输入壁宽的测量值</label><span class="uh"></span><div class="clearer"></div></div><div class="fields fieldname11_2 cff-number-field" id="field_2-5"><label for="fieldname11_2" _msthash="273468" _msttexthash="17129840">第一次测量</label><div class="dfield"> <input aria-label="First Measurement" id="fieldname11_2" name="fieldname11_2" class="field number small" type="number" value="" _mstaria-label="320879" onkeyup='$("#fieldname15_2").val((Number($("#fieldname11_2").val())+Number($("#fieldname12_2").val())+Number($("#fieldname13_2").val())+Number($("#fieldname14_2").val()))/4);$("#fieldname17_2").val(((Number($("#fieldname10_2").val())*2)/Number($("#fieldname15_2").val()))*Number($("#fieldname6_2").val()));'><span class="uh"></span></div><div class="clearer"></div></div><div class="fields fieldname12_2 cff-number-field" id="field_2-6"><label for="fieldname12_2" _msthash="273767" _msttexthash="17144400">第二次测量</label><div class="dfield"><input aria-label="Second Measurement" id="fieldname12_2" name="fieldname12_2" class="field number small" type="number" value="" _mstaria-label="349167" onkeyup='$("#fieldname15_2").val((Number($("#fieldname11_2").val())+Number($("#fieldname12_2").val())+Number($("#fieldname13_2").val())+Number($("#fieldname14_2").val()))/4);$("#fieldname17_2").val(((Number($("#fieldname10_2").val())*2)/Number($("#fieldname15_2").val()))*Number($("#fieldname6_2").val()));'><span class="uh"></span></div><div class="clearer"></div></div><div class="fields fieldname13_2 cff-number-field" id="field_2-7"><label for="fieldname13_2" _msthash="274066" _msttexthash="17130776">第三次测量</label><div class="dfield"><input aria-label="Third Measurement" id="fieldname13_2" name="fieldname13_2" class="field number small" type="number" value="" _mstaria-label="318578" onkeyup='$("#fieldname15_2").val((Number($("#fieldname11_2").val())+Number($("#fieldname12_2").val())+Number($("#fieldname13_2").val())+Number($("#fieldname14_2").val()))/4);$("#fieldname17_2").val(((Number($("#fieldname10_2").val())*2)/Number($("#fieldname15_2").val()))*Number($("#fieldname6_2").val()));'><span class="uh"></span></div><div class="clearer"></div></div><div class="fields fieldname14_2 cff-number-field" id="field_2-8"><label for="fieldname14_2" _msthash="274365" _msttexthash="17365608">第四次测量</label><div class="dfield"><input aria-label="Fourth Measurement" id="fieldname14_2" name="fieldname14_2" class="field number small" type="number" value="" _mstaria-label="353002" onkeyup='$("#fieldname15_2").val((Number($("#fieldname11_2").val())+Number($("#fieldname12_2").val())+Number($("#fieldname13_2").val())+Number($("#fieldname14_2").val()))/4);$("#fieldname17_2").val(((Number($("#fieldname10_2").val())*2)/Number($("#fieldname15_2").val()))*Number($("#fieldname6_2").val()));'><span class="uh"></span></div><div class="clearer"></div></div><div class="fields fieldname15_2 cff-calculated-field" id="field_2-9" style="padding:0;margin:0;border:0;opacity:0;width:0;height:0;overflow:hidden;"><label for="fieldname15_2" _msthash="274664" _msttexthash="24389963">当前测量的壁宽</label><div class="dfield" _msthidden="1"><input aria-label="Current measured wall width" id="fieldname15_2" name="fieldname15_2" readonly="" class="codepeoplecalculatedfield field small valid" type="hidden" value="0" dep="" notdep="" aria-invalid="false" _mstaria-label="621452" _msthidden="A" _msthiddenattr="270751"></div><div class="clearer"></div></div><div class="fields fieldname17_2 cff-calculated-field" id="field_2-10" style=""><label for="fieldname17_2" _msthash="287248" _msttexthash="12315147">新流量值</label><div class="dfield"><input aria-label="New Flow Value" id="fieldname17_2" name="fieldname17_2" readonly="" class="codepeoplecalculatedfield field small valid" type="text" value="" dep="" notdep="" aria-invalid="false" _mstaria-label="200018"><span class="uh" _msthash="432822" _msttexthash="88803403">这是流量的校准值,在切片软件中设置</span></div></div></div></div> </div> </div> </form> **4. 在切片软件中输入新的流速值** 计算新的流量值后,请返回切片软件中设置新值。仅保留两位小数。 在PrusaSlicer中,耗材设置->耗材->挤出乘数中填入计算结果: 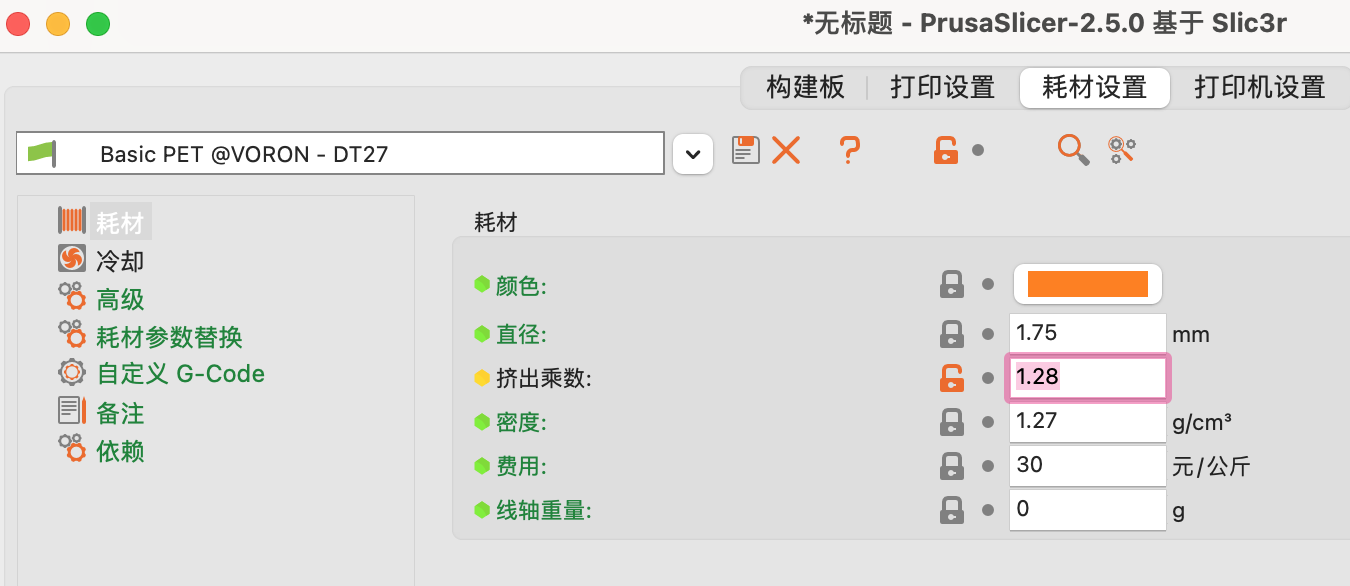 建议重复步骤2和3,以确保新的流速值正确,并且测量的壁尺寸接近预期值。 ### 总结 现在流速校准已经完成,您的打印应该更准确,并且光洁度将得到改善。 **要记住的几件事:** 不要试图拥有完美的壁厚数据。由于FDM打印的性质,几乎不可能有精确的尺寸。除此之外,两位数的值可能会被不准确地测量。只需尝试尽可能接近所需的尺寸即可。 虽然流量校准有很大帮助,但我不会对每卷耗材都进行这种校准。我为PLA / PETG / ABS / TPU分别做一次,如果我注意到我的打印结果不同,也许偶尔做一次。虽然建议这样做,但我更喜欢打印而不是不断校准我的打印机。 如果您想进一步校准您的3D打印机,请查看[使用 IdeaMaker 的 3D 打印机校准指南](https://3dprintbeginner.com/3d-printer-calibration-guide-using-ideamaker/)。对于打印机升级,您还可以查看我的[终极3D打印机升级购买指南](https://3dprintbeginner.com/ultimate-3d-printer-upgrade-purchase-guide)文章,其中我介绍了许多可以提高打印质量的硬件。 您还可以加入[3DPrintBeginner论坛](https://forum.3dprintbeginner.com/),其中有一个针对FDM 3D打印机的专用类别。




